Today’s follow-up post is written by Christian Paulsen, Senior Lean Six Sigma Consultant with over 20 years of manufacturing leadership experience.
 I recently asked the question, SPC…What’s the point? in a post that was more about leadership than SPC. That blog stressed that Lean Leaders don’t implement systems like Statistical Process Control unless their team has the knowledge and tools required to use them properly. So what is the point?
I recently asked the question, SPC…What’s the point? in a post that was more about leadership than SPC. That blog stressed that Lean Leaders don’t implement systems like Statistical Process Control unless their team has the knowledge and tools required to use them properly. So what is the point?
With the right knowledge and tools, SPC has two very good points. There are many more benefits but we’ll limit this discussion to two. All data has background noise. Only some data contain true signals. The normal variation that occurs in all processes can make it difficult to recognize the difference between background noise or normal variation and a real signal to act. The point is that the proper use of Statistical Process Control will help you sort through the noise and to recognize true signals.
SPC helps you sort through the noise by enabling you to understand process variation. This understanding helps you to avoid two common mistakes:
- Failing to recognize that it’s time to act. This happens when you miss a signal. You may be tempted to explain away the reasons why the data is trending the wrong way but this could cost you months of reaction time if you missed a statistical signal.
- Reacting to normal variation as if it is a signal. In other words, this is taking action when there is not statistical reason to react (interpreting background noise as a signal). This is probably the more common issue in today’s world and it can make things worse by causing more variability in the process.
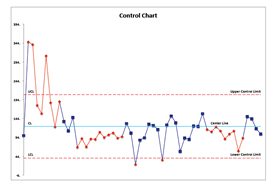
Nothing, not even SPC can completely eliminate making these mistakes. Using Control Charts however will strike a balance between these errors and will minimize the times you fail to respond or react in error. Control Charts will also predict future performance.
This leads to a couple corollaries:
- You cannot improve a process that is not under control. In this case, you must take action to get your process under control before taking steps to improve the process.
- You cannot expect a process that is in statistical control to get better results unless you change the process. Trying harder and superficial efforts to improve will not make significant change and your results will only swing within the range of normal variation.
Too many managers treat any data point going in the wrong direction as a trend that must be corrected. Others treat any data point going in the right direction as confirmation that they are a great manager. Either way, they don’t recognize normal variation.
Can you share an example of where Statistical Process Control helped you avoid these common mistakes?

Dr. Donald Wheeler’s book Understanding Variation: The Key to Managing Chaos inspired this post and is a great source on this topic. The common errors discussed here are from Dr. Wheeler’s book.
 About the Author: Christian Paulsen is a Senior Lean Six Sigma Consultant who helps companies optimize performance.and adds value to organizations by driving continuous process improvements and bottom line cost savings. Christian brings over 20 years of manufacturing leadership experience and Lean Manufacturing expertise in the food and beverage industry. He authors Lean Leadership and is a regular contributor to the Consumer Goods blog.
About the Author: Christian Paulsen is a Senior Lean Six Sigma Consultant who helps companies optimize performance.and adds value to organizations by driving continuous process improvements and bottom line cost savings. Christian brings over 20 years of manufacturing leadership experience and Lean Manufacturing expertise in the food and beverage industry. He authors Lean Leadership and is a regular contributor to the Consumer Goods blog.


4 Comments
tim higgins · August 1, 2012 at 12:10 am
I agree in the value of Wheeler's book, especially for managers and their applications to data they receive routinely.
AND I find this pronouncement or guidance insightful: "The most important application of the principles of statistical control of quality, by which I mean knowledge about common causes and special causes, is in the managment of people." -Deming (one person with whom Wheeler studied)
So how frequently do we see the techniques applied to management of people, overall business strategy, training, pay for performance, turnover . . . ?
Anonymous · August 1, 2012 at 6:29 am
SPC is powerful… But is nothing without trustful metrics (MSA).
christianpaulsen62 · August 3, 2012 at 11:29 pm
Tim-SPC doesn't seem to be used very often except for the purpose of weight control at least in in food plants. I'd like to see it used for a variety of metrics. SPC could be very useful in gaining a better understanding of the nature of the variability on most of our Key Performance Indicators. This should lead to a better understanding of what needs to be done when we want to improve performance. Do we need to improve the process in general or do we need to stabilize a process that is out of control?
christianpaulsen62 · August 3, 2012 at 11:32 pm
Good point! We need to be measuring the right things and we need to have good data.
Comments are closed.